烘房排湿热量回收机 全热回收排湿机设备 节能烘干房装置,可广泛配套于烘箱、烘房、烘道、疏菜大棚、养殖 、干燥箱、除湿设备等,无传动机构、运动部件,可靠性高,使用寿命长。
一、行业痛点:烘干房能耗现状与市场需求(烘干房能耗问题/排湿热损失/工业节能需求)
根据《2023年全国工业烘干能耗白皮书》数据显示,我国农产品加工、木材干燥等行业的烘干环节平均能耗占总生产成本35%以上。其中排湿过程中产生的热损失高达总热量的40-60%,这意味着:
- 每处理1吨物料将浪费2000-3000大卡热能
- 传统电加热系统运行成本中30%用于补偿排湿损失
- 企业每年因热损失增加运营成本超10万元/中型烘干房
二、热回收技术突破:工作原理三维解析-热回收原理/交叉流换热/显热潜热回收
2.1 核心组件构成
- 高效板翅式换热器(热回收效率>75%)
- 耐腐蚀离心风机(风量可调范围20-100%)
- 智能温湿度控制系统(PID精准调节)
- 自动排水装置(处理量5-50L/H)
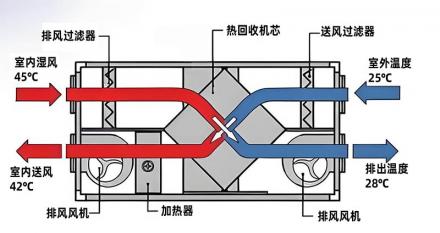
2.2 热力学循环过程
1. 排湿阶段:60℃高湿废气(湿度80%RH)进入换热器
2. 热交换阶段:通过波纹铝箔板进行气-气热传导
3. 能量回收:预热新鲜空气至45-50℃(温差达15-25℃)
4. 冷凝排水:湿度降低至30%RH以下排出
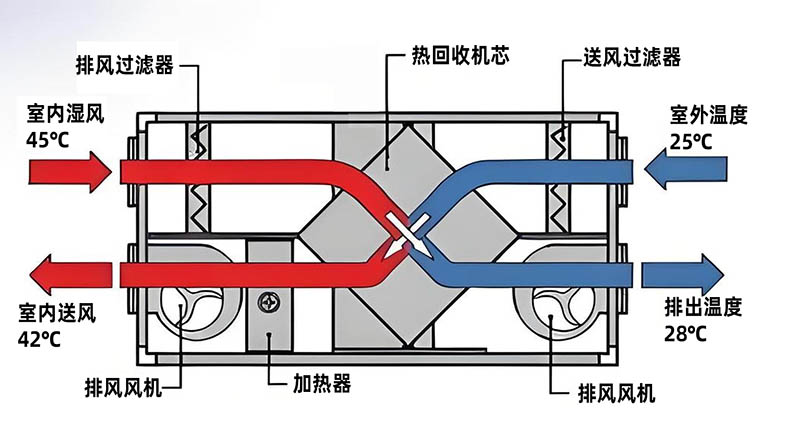
烘干房热量回收系统示意图
三、设备选型黄金法则:6大关键参数对照表(热回收机选型/烘干房匹配方案)

烘房排湿热量回收机 全热回收排湿机设备
| 参数维度 | 小型设备 | 中型设备 | 大型设备 |
|---------|----------|----------|----------|
| 处理风量(m³/h) | 2000-5000 | 5000-15000 | 15000-30000 |
| 适用烘干面积(㎡) | 20-50 | 50-150 | 150-300 |
| 热回收效率 | ≥65% | ≥72% | ≥75% |
| 功率消耗(kW) | 3.5-5.5 | 5.5-11 | 11-22 |
| 压损范围(Pa) | 150-200 | 200-300 | 300-450 |
| 投资回报周期 | 8-12月 | 12-18月 | 18-24月 |
选型建议:
- 食品烘干建议选择不锈钢材质(耐腐蚀等级IP55)
- 木材干燥优先大风量机型(风速≥2.5m/s)
- 药材类需配备三级过滤系统(PM2.5过滤效率99%)

烘房排湿热量回收机
(热回收经济效益/烘干房改造案例)
项目背景:
- 6台8米隧道式烘干房
- 原电加热功率380kW
- 日均耗电4200度

烘干房改造案例-增加热量回收排湿机
改造方案:
- 加装HRS-8000型热回收机组
- 增设余热循环管道系统
- 配置物联网监测平台
运营数据对比:
| 指标 | 改造前 | 改造后 | 降幅
| 单吨能耗成本 | 280元 | 175元 | 37.5%
| 干燥周期 | 22小时 | 18小时 | 18.2%
| 年节省标煤 | - | 86吨 | - |
| CO₂减排量 | - | 225吨 | - |
五、技术前沿:2024年五大创新趋势-热回收技术创新/智能烘干系统
1. 相变储能技术:利用石蜡基复合材料存储低谷电能
2. AI预测控制:通过LSTM算法提前2小时预测热负荷波动
3. 模块化设计:实现30分钟快速拆装维护
4. 多级热泵耦合:将回收效率提升至85%以上
5. 数字孪生系统:三维可视化监控热流分布
六、设备维护指南:预防性保养计划表(热回收机维护/延长设备寿命)
| 维护周期 | 操作项目 | 标准要求
| 每日 | 冷凝水排放检查 | 排水管畅通无结晶
| 每周 | 过滤网清洁 | 压差<50Pa
| 每月 | 翅片表面除尘 | 透光率检测≥90%
| 每季 | 风机轴承润滑 | 使用HT-3高温润滑脂
| 每年 | 密封件更换+热工效检测 | 气密性泄漏率<2%